Link between parts and VA/NVA
Value parts are parts that are bought or made in house and that adds customer value to the final product.
The definition of a value part is pretty narrow. If a value part is missing, the final product won’t work or have significantly reduced customer value. For example, if the oil filter is missing in a car.
- Assembling a value part has the classification of value adding work. ( ◼ Green time)
- A fastener is the opposite of a value part. Its only function is to affix a value part. Therefore it is determined to be non-value adding itself. Remember, the customer pays for the function of an oil filter, not for how it is attached. ◼Yellow time)
To clarify:
We want to add (assemble) the oil filter in the car because it is value adding to the final product, but the customer really doesn’t care and is not willing to pay for, if it is affixed by 18 screws, one screw or by NASA super glue. These are factors defined by the product design and they impact the time used assembling.
Value adding labor
The definition of value adding labor is the optimal assembly of a value part. The assembly is the placing of a value part in its final location on the product. This means that the carried out work increases the final products customer value. (◼ Green time)
An adjustment, relocation or fastening of the value part before or after the final assembly will never be defined as value adding. This is because these extra actions should be eliminated in an optimal assembly by making a better design or work method.
So now we clearly see two important factors:
The design and how the work is performed.
Further defining and revealing the actions performed
AVIX defines the following:
- Handling is all the necessary work operations, that doesn't add value to the final product. These operations are often necessary to be able to carry out the value adding operations. ( ◼ Yellow time)
- Losses are unorganized parts and tools in the workflow. (◼Red time)
Unorganized tools and parts create movements (walking) and re-locations (handling) out of reach for the operator and are caused by the existing workstation layout.
Losses also occur due to non-ergonomic movements. It becomes a loss because it is both time consuming and unhealthy. Bending, twisting, stretching and heavy lifts are losses that shouldn’t exist in an optimal assembly.
- Waiting occurs when the operator waits for the product to be e.g. tested or when waiting for the next cycle or another operator. (◼Orange time)
We get an overview of the results in a summary, visualized in a pie chart, where we can relate the total assembly time to different activities: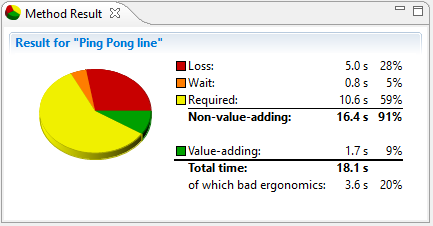
The next step
If you haven’t already, you now have to decide whether to analyze your production environment using the AVIX coloring system and stopwatch times or using standard time setting.
To read about AVIX stopwatch analysis, go to chapter.
To read about AVIX standard time analysis, go to chapter or if you are not going to use the AviX standard time setting refer to UAS-SAM chapter.